 바
바
 비즈 & 구체
비즈 & 구체
 볼트 및 너트
볼트 및 너트
 도가니
도가니
 디스크
디스크
 섬유 및 원단
섬유 및 원단
 영화
영화
 플레이크
플레이크
 폼
폼
 호일
호일
 과립
과립
 벌집
벌집
 잉크
잉크
 라미네이트
라미네이트
 덩어리
덩어리
 메시
메시
 메탈라이즈드 필름
메탈라이즈드 필름
 플레이트
플레이트
 파우더
파우더
 Rod
Rod
 시트
시트
 단결정
단결정
 스퍼터링 타겟
스퍼터링 타겟
 튜브
튜브
 워셔
워셔
 전선
전선
 변환기 및 계산기
변환기 및 계산기
 글쓰기
글쓰기
바인더 제팅 3D 프린팅이란?
3D 프린팅이란 무엇인가요?
적층 제조(AM)라고도 하는3D 프린팅은 재료를 한 층씩 쌓아 올려 부품이나 제품을 생산하는 새로운 비 전통적인 방식입니다. 3D 프린팅은 더 이상 금형이나 그물 모양을 만들기 위해 재료를 깎아낼 필요가 없습니다. 기존 제조 방식으로는 구현할 수 없었던 복잡하고 특수하며 실현 불가능한 구성 요소를 자유롭게 만들 수 있습니다. 3D 프린팅은 기존 제조업과는 전혀 다른 새로운 기술이지만, 2014년부터 많은 관련 연구와 논문이 발표되었습니다. [1] 이제는 다양한 산업 분야에 진출하여 기존 기술에 도전하고 있습니다.
3D 프린팅은 크게 두 가지로 나눌 수 있는데, 하나는 파우더 베드 퓨전 (PBF), 방향성 에너지 증착(DED)과 같은 융착 기반 방식과 바인더 제팅(BJ)과 같은 비융착 방식을 사용하는 방식입니다. 이 글에서는 바인더 제팅 기술을 중점적으로 다룹니다.
바인더 제팅이란 무엇인가요?
바인더 제팅(BJ)은 널리 사용되는 주요 3D 프린팅 기술 중 하나입니다. 파우더 베드에 파우더를 층으로 펴고 바인더(일반적으로 고분자 액체)를 사용하여 파우더를 원하는 층 모양으로 선택적으로 결합합니다. 3D 지오메트리는 파우더 박스에서 레이어별로 결합하여 구축됩니다. 사용하지 않은 파우더를 제거하면 프린트된 "녹색" 부품을 얻을 수 있습니다. 이러한 "녹색" 부품은 사용하기에 적합한 특성을 얻기 위해 소결 및 함침과 같은 후처리가 필요합니다.
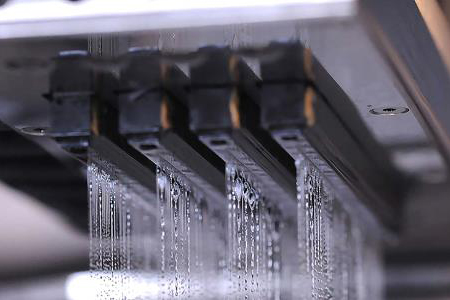
소형 피처 및 스트럿 소결 기술이 향상됨에 따라 바인더 제팅은 전기 화학 에너지 저장, 전자 장치, 식품 기술, 고체 산화물 연료 전지[66], 모래 주조용 금형[67-76], 도파관 회로 및 안테나, 콘크리트 건설, 재생 바이오 기반 재료, 세라믹 발판, 바이오 폴리머, 사암 생산, 바이오 의료 응용 및 약물 전달 분야에서 널리 사용되고 있습니다. [2] 그림 1[1]은 바인더 제팅 프린터의 프린트 헤드를 보여줍니다.
바인더 제팅의 세부 절차
모든 적층 제조 방식에서 설계/스캔된 CAD 모델은 프린팅용 박층 데이터를 생성하는 핵심 요소입니다. 그런 다음 얇은 층은 일반적으로 파우더가 있는 카운터 롤링 롤러를 사용하여 파우더 베드에 펼쳐집니다. 컴퓨터로 제어되는 프린트 헤드는 CAD 모델에 따라 바인더(폴리머)를 레이어에 뿌립니다. 바인더 포화도는 파우더 밀도에 따라 계산하고 작업자가 입력해야 합니다. 그림 2는 참조를 위해 바인더 분사기의 구조를 보여줍니다.
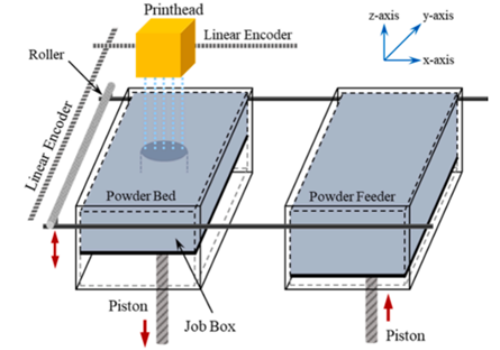
분사 후 바인더는 후속 레이어 확산을 준비하기 위해 전기 히터로 가열됩니다. 온도를 일정하게 유지하면 각 레이어의 품질을 유지하는 데 도움이 됩니다. 파우더 베드의 균열이나 롤러에 파우더가 달라붙는 것을 방지하려면 바인더를 경화 또는 건조하는 것이 매우 중요합니다. 그런 다음 피스톤이 보통 50~200µm의 거리만큼 한 층씩 내려가면 롤러에 의해 새로운 파우더 층이 그 위에 펼쳐집니다. "녹색" 부분이 나올 때까지 위의 단계를 반복합니다.
바인더 분사 후 처리
인쇄 후 "녹색" 부분에 충분한 강도를 얻기 위해 후 경화가 필요한 경우가 있습니다. 파우더 박스 전체를 180~200℃의 오븐에 넣고 바인더의 양과 등급에 따라 몇 시간 동안 건조시킵니다. 그런 다음 파우더 베드에서 "녹색" 부분을 꺼내는데, 이를 파우더 제거라고 합니다. 브러시나 진공 시스템을 사용하여 가루를 제거할 수 있습니다. 이 과정에서 "녹색" 부분은 여전히 밀도가 낮고 바인더에 의해 결합되어 있으므로 주의하세요. 건조 또는 경화시키는 또 다른 방법은 빛을 사용하는 것이며, "녹색" 부분은 기계에서 직접 제거할 수 있습니다.
건조 후 약 600~700℃에서 가열하여 폴리머 바인더를 제거합니다. 다음 단계는 소결 또는 침투입니다. 소결은 세라믹 분말에 비해 소결 온도가 낮기 때문에 금속 분말에 자주 사용됩니다. 소결 파라미터는 매우 복잡한 고려 사항입니다. 재료가 다르고 입자 크기가 다른 분말의 경우 소결 온도, 분위기, 유지 시간이 모두 다릅니다. 소결은 재료의 허용 오차와 최종 제품의 치수에 따라 수행해야 합니다. 일반적으로 침투는 소결보다 더 정확한 피처를 얻을 수 있으며, 이로 인해 형상이 뒤틀릴 수 있습니다. [4]
마지막 단계는 표면 거칠기를 줄이기 위해 응축된 부품을 연마하는 것입니다.
바인더 제팅의 장점과 단점
장점:
- 바인더 제팅은 파우더를 융합하여 접착을 일으키지 않습니다. 파우더 산화에 대해 걱정할 필요가 없습니다. 진공/불활성 환경을 구현하기 위해 고가의 밀폐된 챔버가 필요하지 않습니다.
- 전체 공정이 실온에서 수행되므로 최종 제품에 잔류 응력이 없습니다.
- 다른 추가 제조 방법보다 작동 속도가 빠릅니다.
- 바인더 분사에는 다양한 유형의 분말을 사용할 수 있습니다.
단점:
- 후처리 절차가 비교적 복잡합니다.
- 제품 표면이 다른 적층 제조 방식보다 거칠다.
- 재료마다 다른 후처리 파라미터가 필요합니다.
바인드 제팅에 사용되는 파우더 재료
바인더 젯팅은 0.2~200μm의 분말을 원료로 사용합니다. 20㎛보다 큰 분말은 굵은 분말로 간주할 수 있기 때문에 20㎛가 분수령이라고 합니다. 이론적으로는 분말이 미세할수록 바인더 제팅으로 생산되는 제품의 해상도가 높아집니다. 그러나 미세 분말은 층별로 균일하게 퍼지기 어렵고, 즉 유동성이 낮습니다. 따라서 바인더 제팅에 가장 적합한 직경은 아직 논란의 여지가 있습니다.
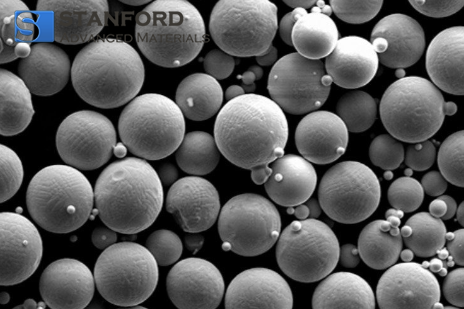
금속, 모래, 세라믹과 같은 구형 분말은 바인더 분사에 널리 사용됩니다. 구형 분말은 분말 사이에 균일한 미세 구조를 만들어 바인더가 침투할 수 없는 거대 공극을 방지할 수 있습니다. 즉, 구형 분말을 사용하면 불규칙한 분말보다 밀도가 높은 "녹색" 성분을 생성할 수 있습니다. 밀도는 구성 요소의 강도와 양의 관계가 있습니다.
더 읽어보기: 3D 프린팅 파우더란 무엇이며 어떻게 사용되나요?
바인드 제팅의 응용 분야
바인더 제팅은 산업, 치과, 의약, 항공우주, 부품 주조, 럭셔리 및 기타 산업에서 다양하게 사용됩니다. 바인더 제팅은 주로 구조용 세라믹과 기능성 세라믹에 사용되지만 최근에는 하이드록시아파타이트 분말이나 인산삼칼슘 분말로 대표되는 바이오메디컬 엔지니어링 분야에서도 좋은 성능을 보이고 있습니다. 바인더 제트에 사용되는 구조용 및 기능성 분말로는 Al2O3 구형 분말, SiO2 구형 분말, Si3N4 분말이 대표적입니다.
자세한 내용은 Stanford Advanced Materials 홈페이지에서 확인할 수 있습니다.
참조:
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & Chmielus, M. (2021). 바인더 제트 3D 프린팅-공정 매개 변수, 재료, 속성, 모델링 및 과제 (pp.2). 재료 과학의 진보, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & Chmielus, M. (2021). 바인더 제트 3D 프린팅-공정 매개 변수, 재료, 속성, 모델링 및 과제 (pp.6). 재료 과학의 진보, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & Chmielus, M. (2021). 바인더 제트 3D 프린팅-공정 매개 변수, 재료, 속성, 모델링 및 과제 (7 쪽). 재료 과학의 진보, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & Chmielus, M. (2021). 바인더 제트 3D 프린팅-공정 매개 변수, 재료, 속성, 모델링 및 과제 (9 페이지). 재료 과학의 진보, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- 바인더 제팅이란? ExOne. (nd). 검색 됨 12 월 19, 2022에서 https://www.exone.com/en-US/Resources/case-studies/what-is-binder-jetting


 Chin Trento
Chin Trento
